
Tubular Motor Production Process
How We Manufacture Tubular Motors Step by Step
A reliable tubular motor is not made by final assembly alone. It depends on a controlled production process that begins with raw material selection and continues through tube forming, stator winding, rotor die casting, gearbox assembly, electrical safety testing and final traceability.
This page explains the tubular motor production process used by Walter Motor, showing how key materials and precision manufacturing steps are transformed into finished motors for roller shutters, roller blinds, awnings, projection screens and other sunshade systems.
If you want to learn more about our overall factory capability, OEM/ODM service and quality control system, please visit our tubular motor factory page.
1. Raw Materials Used in Tubular Motor Production
The quality of a tubular motor starts with the materials used in its main components. Walter Motor uses different raw materials for the motor tube, stator, rotor, cable, insulation parts, gearbox parts and plastic components.
The main raw materials include:
- Silicon steel sheets for stator and rotor laminations
- Enameled copper wire for stator winding
- Steel coils for forming the motor tube
- Aluminum ingots for rotor die casting
- PVC and copper wire for power cable production
- Electrostatic powder coating for motor tube surface treatment
- Engineering plastics such as PPS, PA66, PC, POM, PA6 and ABS for injection-molded components
Each material affects the final performance of the motor. For example, silicon steel quality influences electromagnetic efficiency, copper wire affects winding stability, the steel tube affects assembly precision, and engineering plastics influence insulation, wear resistance and long-term reliability.

2. Steel Tube Forming and Diameter Control
The outer tube is one of the most important structural parts of a tubular motor. It protects the internal components and provides the mechanical interface for installation inside a roller shutter, roller blind or awning tube.
The process begins with steel coil forming. The steel coil is shaped into a motor tube, and the inner and outer diameters are carefully controlled during production.
Key control points include:
- Outer diameter consistency
- Inner diameter accuracy
- Tube roundness
- Wall thickness stability
- Straightness of the tube body
Accurate tube dimensions are essential because the stator, rotor, gearbox and limit system must be installed inside the tube with stable alignment. Poor tube accuracy can lead to difficult assembly, abnormal noise, vibration or inconsistent product performance.
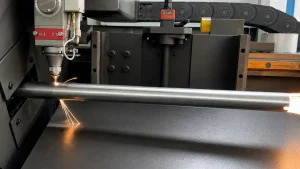
3. Laser Cutting and Installation Position Control
After tube forming, the motor tube is cut to the required length by laser cutting equipment. Laser cutting helps improve cutting accuracy and keeps the edge clean and consistent.
Special fixtures and gauges are used to control the front and rear installation positions. These positions are important because they affect how the motor head, crown, drive wheel and internal components fit together.
During this step, Walter Motor controls:
- Tube length
- Front installation position
- Rear installation position
- Cutting surface quality
- Dimensional consistency between batches
This step helps ensure that the following assembly process is stable and repeatable.
4. Tube Surface Treatment and Powder Coating
Before final assembly, the motor tube goes through surface treatment and powder coating. The surface treatment prepares the tube for coating adhesion, while electrostatic powder coating improves corrosion resistance and appearance consistency.
The powder coating process helps provide:
- Better surface protection
- Improved corrosion resistance
- More consistent product appearance
- Better durability during storage, transport and use
Although the motor tube is usually hidden inside a roller tube, surface quality is still important for long-term stability and professional product presentation.

5. Power Cable Production
Power cable production is another important part of the tubular motor production process. The cable connects the motor to the control system and power supply, so it must meet electrical safety and insulation requirements.
Walter Motor produces fine wires and assembles them into different cable structures according to motor type and wiring requirements. Common cable types include:
- 3-core cable
- 4-core cable
- 5-core cable
The power cable production process has obtained VDE certification, which helps support electrical safety, insulation reliability and stable performance in different applications.
6. High-Speed Stamping for Stator and Rotor Laminations
The stator and rotor cores are made from silicon steel sheets. These sheets are processed by high-speed stamping equipment to form stator laminations and rotor laminations.
This step requires precise control because the accuracy of each lamination influences the electromagnetic performance of the motor.
Key control points include:
- Lamination shape accuracy
- Slot dimension consistency
- Burr control
- Stacking consistency
- Material utilization and deformation control
High-quality stamping helps improve motor efficiency, reduce vibration and support stable operation under different loads.

7. Stator Core Blueing Treatment
After stamping and stacking, the stator core goes through blueing treatment, which is a thermal treatment process used to improve the stability of the stator core surface.
This process helps support:
- Improved surface stability
- Better corrosion resistance
- More stable iron core performance
- Consistent quality before winding
The blueing process is an important step before the stator enters the automatic winding and coil inserting line.

8. Rotor Die Casting, Shaft Press-Fitting and Precision Machining
The rotor is another key component inside a tubular motor. Walter Motor produces the rotor through a controlled process that includes rotor lamination preparation, aluminum die casting, shaft press-fitting and precision machining.
Rotor Aluminum Die Casting
Rotor laminations are combined with aluminum die casting to form the aluminum rotor structure. The casting quality affects the motor’s starting performance, electromagnetic performance and long-term stability.
Motor Shaft Press-Fitting
After die casting, the motor shaft is pressed into the aluminum rotor core. This step requires accurate control of pressure, position and concentricity.
Important control points include:
- Shaft alignment
- Press-fitting depth
- Rotor concentricity
- Runout control
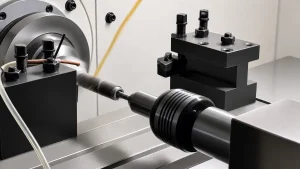
CNC Machining and Precision Turning
The rotor then enters CNC machining and precision turning. This process helps ensure accurate outer diameter, stable rotation and correct fitting with the brake structure.
After machining, the rotor surface is cleaned to remove oil, metal particles and processing residue. A clean rotor surface helps improve assembly quality and reduce abnormal noise during operation.
Rotor Rib Punching and Brake Press-Fitting
The rotor is punched to create the structure used for fixing the brake. The brake is then press-fitted onto the rotor and inspected with high precision.
The brake system plays an important role in stopping the motor accurately and holding the curtain, shutter or blind in position.
9. Automatic Stator Winding, Coil Inserting and Forming
After the stator core has completed blueing treatment, it enters the automatic stator winding, coil inserting and forming line.
This automatic line completes several important processes:
- Enameled wire winding
- Coil inserting
- Coil forming
- Slot insulation positioning
- Winding shape control
After winding and forming, the stator is tested with an inter-turn test. This test helps check whether the winding has insulation defects or short-circuit risks between turns.
Only qualified stators can move to the next process.
10. Thermal Protector Installation and Secondary Forming
After the first inter-turn test is passed, a thermal protector is installed into the stator assembly. The thermal protector helps protect the motor when abnormal temperature rise occurs.
After the thermal protector is installed, the stator goes through secondary forming. Front and rear insulation sleeves are also installed to protect the winding and improve electrical safety.
Before the stator is released to final assembly, Walter Motor performs additional electrical tests, including:
- Hi-pot test
- Inter-turn test
- Insulation confirmation
These tests help ensure that the stator winding is safe, stable and suitable for motor assembly.
11. Gearbox Assembly and Grease Control
The gearbox converts motor rotation into the output torque required by roller shutters, roller blinds and awnings. Gearbox assembly must be accurate because it directly affects output torque, noise, service life and running smoothness.
During gearbox assembly, Walter Motor controls:
- Gear position
- Gear meshing
- Transmission clearance
- Assembly direction
- Grease amount
Grease control is especially important. Too little grease may increase wear and noise, while too much grease may increase resistance and affect performance. Proper grease amount helps the gearbox run smoothly and reliably.
12. Limit System Assembly
The limit system controls the upper and lower stopping positions of the tubular motor. Depending on the motor model, the system may use mechanical limits or electronic limits.
A stable limit system helps ensure:
- Accurate travel control
- Repeatable stop positions
- Safe operation during opening and closing
- Better user experience after installation
The limit system is assembled and checked before the motor enters final assembly.
13. Final Motor Assembly
Final assembly combines all core components into a complete tubular motor.
The main components include:
- Stator assembly
- Rotor with brake
- Gearbox
- Limit system
- Motor tube
- Power cable and electrical components
The stator, rotor with brake, gearbox and limit system are assembled together and then press-fitted into the motor tube. During this process, the alignment and assembly position must be carefully controlled to avoid abnormal noise, internal friction or unstable running.
This is one of the most important steps in the tubular motor assembly process.
14. Moisture Removal and Semi-Finished Motor Testing
After final assembly, the semi-finished motor goes through a moisture removal process. This helps reduce internal moisture and supports better insulation performance.
The motor then goes through initial running tests, including:
- Abnormal noise test
- High-voltage running test
- Low-voltage running test
- Basic running stability test
This stage helps identify problems such as internal friction, rotor imbalance, brake abnormality, incorrect assembly or unstable running performance.
15. Capacitor, Limit Parts and Electrical Assembly
After the semi-finished motor passes initial testing, the capacitor and related electrical components are installed. The limit system is also completed or adjusted according to the motor model.
After electrical assembly, the motor is tested again for safety. The main tests include:
- Hi-pot test
- Grounding test
- Electrical connection inspection
These tests help confirm that the motor meets electrical safety requirements before it enters final performance testing.
16. Final Comprehensive Testing
Every qualified tubular motor must pass comprehensive testing before it can be labeled and packed.
The final test items include:
- Current test
- Power test
- Load test
- Travel limit test
- Brake test
- Noise inspection
- High-voltage and low-voltage running check
- Electrical safety confirmation
These tests verify that the motor can run safely, stop accurately, hold position reliably and deliver stable output under working conditions.

17. Warranty Label and Product Traceability
After all tests are passed, the motor receives a warranty label and traceability label.
Traceability helps Walter Motor manage:
- Production batch records
- Inspection records
- Warranty verification
- After-sales analysis
- Customer order tracking
For B2B customers, traceability is important because it helps connect each motor to its production and quality control history.

Why the Tubular Motor Production Process Matters
A tubular motor works inside a roller tube, but its internal manufacturing quality determines how well the complete shading system performs. Accurate tube dimensions, stable stator winding, precise rotor machining, reliable brake assembly and strict final testing all contribute to the final performance of the motor.
A controlled tubular motor production process helps improve:
- Running stability
- Output torque consistency
- Noise control
- Electrical safety
- Brake reliability
- Travel limit accuracy
- Long-term service life
This is why Walter Motor controls each step from raw materials to finished product inspection.
Complete Tubular Motor Production Flow
The complete production flow can be summarized as follows:
- Raw material preparation
- Steel tube forming
- Laser cutting and fixture inspection
- Tube surface treatment and powder coating
- Power cable production
- High-speed stamping of stator and rotor laminations
- Stator core blueing treatment
- Rotor aluminum die casting
- Rotor shaft press-fitting and CNC machining
- Rotor brake press-fitting and inspection
- Automatic stator winding and coil inserting
- Thermal protector installation and secondary forming
- Gearbox and limit system assembly
- Motor final assembly
- Moisture removal and semi-finished motor testing
- Electrical component installation
- Final comprehensive testing and traceability labeling
Applications of Finished Tubular Motors
After production and testing, Walter tubular motors can be used in a wide range of shading and access control systems, including:
- Roller shutter motor systems
- Roller blinds motor systems
- Motorized awnings
- Zip blinds
- Projection screens
- Garage door and heavy-duty shutter applications
Different applications require different tube sizes, torque ranges, control methods and limit systems. To choose the right motor model, you can also read our tubular motor guide.
FAQ About Tubular Motor Production
What is the tubular motor production process?
The tubular motor production process includes raw material preparation, tube forming, stator and rotor manufacturing, stator winding, rotor machining, gearbox assembly, motor final assembly, electrical testing, load testing and traceability labeling.
Why is tube diameter control important in tubular motor production?
Tube diameter control is important because all internal components must be assembled inside the motor tube. Accurate inner and outer diameters help improve assembly stability, reduce abnormal noise and ensure consistent motor performance.
What role does stator winding play in a tubular motor?
The stator winding generates the electromagnetic field that drives the rotor. Stable winding quality affects motor efficiency, temperature rise, insulation safety and long-term reliability.
Why is rotor machining necessary?
Rotor machining helps control outer diameter, concentricity and surface quality. A precisely machined rotor can reduce vibration, improve running stability and support better brake assembly.
Why does the gearbox need grease control?
The gearbox needs proper grease control to reduce friction and wear. Too little grease may increase noise and shorten service life, while too much grease may increase running resistance.
What tests are performed before a tubular motor leaves the factory?
Typical final tests include current, power, load, travel limit, brake, noise, hi-pot, grounding and high-low voltage running tests. These tests help confirm electrical safety and mechanical performance.
How does Walter Motor ensure traceability?
After passing final testing, each motor receives a warranty and traceability label. This helps connect the finished motor with production records, inspection data and after-sales service information.
Conclusion
The quality of a tubular motor depends on a complete and controlled tubular motor production process. From steel tube forming and stator winding to rotor die casting, gearbox assembly, final testing and traceability, each step affects the reliability of the finished motor.
Walter Motor focuses on precision manufacturing and strict process control to produce tubular motors for roller shutters, roller blinds, awnings and other sunshade applications.
Contact Walter Motor
tubular motor
roller blinds motor
roller shutter motor
Need a Reliable Tubular Motor for Your Project?
Walter Motor provides tubular motors for roller shutters, roller blinds, awnings, projection screens and other sunshade systems. Contact us to discuss torque, tube size, control method and application requirements.
To learn more about our factory capability, production equipment and quality system, visit our tubular motor factory page.